Food and Beverage
Breadth, Safety, Innovation
Safe, efficient, hygienic manufacturing: it’s vital to the health of your customers and the public — and to the viability of your business. While uncompromising safety standards play a central role, profitable uptime is also non-negotiable. To stay ahead of those demands, equipment must be tough enough to handle the daily challenges of chemical washdowns, high temperatures and fast throughput.
We understand FDA and USDA regulations and IP69K requirements. With over a century of engineering expertise and a comprehensive portfolio of premium food and beverage products and services, we collaborate with leading equipment manufacturers and food processors around the world to innovate the next generation of food-safe applications.
Premium Product Lines for Food-Safe Manufacturing
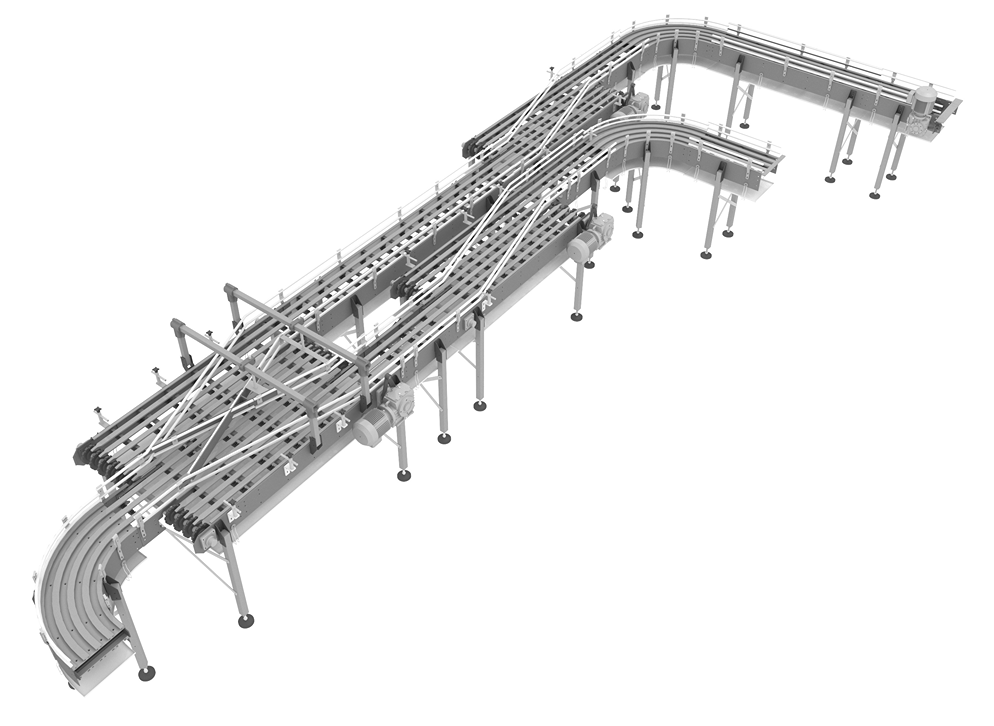
Handling and Packaging: Driving quality and safety for high-throughput operations
When you’re processing truckloads of perishable ingredients, there’s no room for unplanned downtime. The conveyors that move product from one stage to the next, the sanitary wash tanks, single pivot dumpers, sizing, sorting, weighing equipment and the packaging machinery must all move smoothly and synchronously toward the final goal: a quality, shelf-ready product for consumers.
Our products shine in this space. Timken® Poly-Round® bearings and stainless-steel housed units, IP69K-rated Cone Drive® gear drives and Rollon® multi-motion lines & rod ends have been helping food manufacturers safely feed growing populations for decades.


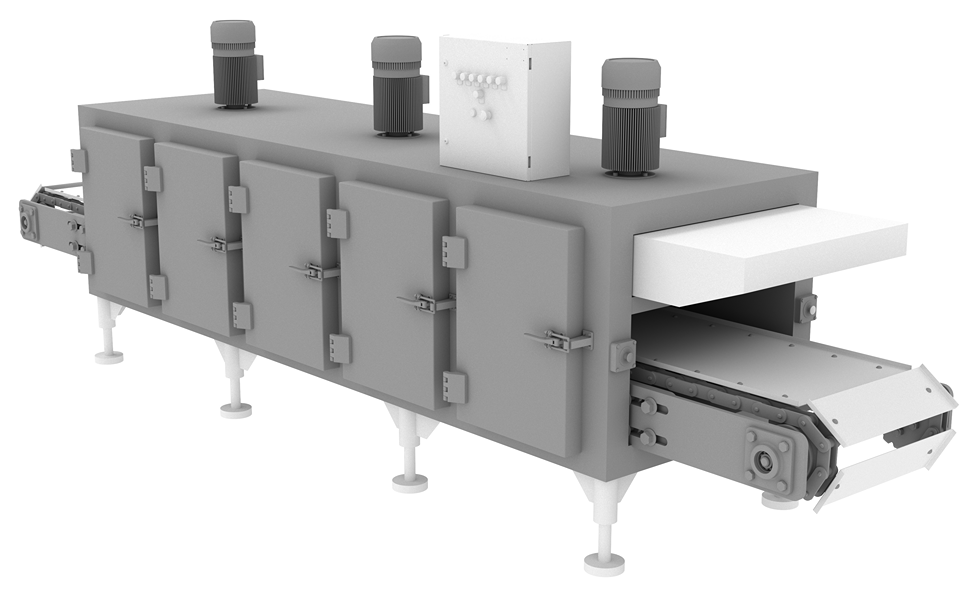
Thermal Processing: Reducing maintenance costs
Any cook knows that the most hazardous moments in the kitchen (for the people and the food) involve high heat or extreme cold — and when you industrialize those processes, the stakes rise dramatically. Your ovens, fryers, boilers, steamers, chillers and freezers present harsh, demanding environments for the employees who maintain them and the parts that keep them functioning.
In collaboration with with food processing customers over the decades, we’ve developed a range of solutions including lubrication-free, maintenance-free bearings designed to withstand extreme temperatures and IP69K-rated gear drives.
The result? More efficient production lines. Higher-quality output. Greater peace of mind for you and your staff.
Mechanical Processing: Streamlining the modern kitchen
What does it take to turn trucks full of raw ingredients into the convenient, processed food that your customers know and love? Extruders, mixers, peelers, deboners, slicers and other industrial-scale machines minimize time in today’s kitchens by preparing food before it gets there.
To help you make that value proposition work, we’ve developed a broad selection of solutions: corrosion-resistant bearings and chains, lubrication-free bearings, drop-in replacement couplings, and more.
Why? Because the faster and more reliably things move in your facility, the less time your customers need to spend in the kitchen.

Innovative Food Safety Products
Timken® IP69K Hygienic Mounted Ball Bearing:
An award-winning customer collaboration
Sometimes our customer collaborations result in innovative new products that raise the bar for an entire industry —that’s the story of the IP69K Hygienic Mounted Ball Bearing.
These fully stainless bearings feature an IP69K water and dust protection rating without a sealed end cover, in an FDA-compliant design. The unit features a flinger with a triple-lip seal that deflects contaminants and protects the seal from high-pressure spray. This innovation eliminates the need for an end cover, which means operators can wash down the bearing with direct high-pressure sprays. The unit is also designed to fully contain lubricant inside, while reducing the potential for contaminant ingress.
The IP69K Hygienic Mounted Ball Bearing was honored with an “Excellence of Innovation in Product Design” award by the Bearing Specialist Association.

Timken Engineering Tools
Our powerful software tools combine calculators and configurators to assist you with application design, bearing selection, installation and troubleshooting.
Engineering Tools
CAD Drawings
Knowledge & Support
Contact Timken
Where to Buy
Need help?
Our experts are ready to collaborate with you on your business needs.
Find a Distributor
Find a Sales Office
Request a Quote
Contact Timken