



Growth
Serving the Food and Beverage Industry with an Award-Winning Design
When it comes to processing and packaging food and beverage products, hygiene is a matter of public health. Equipment and machinery undergo high-pressure, high-temperature washdowns, day in, day out. Constant exposure to potential water ingress not only can cause operational malfunctions but also serious food contamination risks.
Ingress protection (IP) testing evaluates the ability of components and enclosures to prevent infiltration of water and hard particles into machinery. Understandably, the food and beverage industry has been increasingly adopting products rated as “IP69K,” the evaluation’s highest designation, including the bearings used in everything from conveyor systems to slicers, mixers, blenders and grinders to bottling and canning machinery.
Catering to the Customer
The operating conditions — characterized by extreme temperatures and use of aggressive chemicals in addition to routine high-pressure washdowns — make for a bearing environment as formidable as those in hydropower plants or aerospace applications.
Timken engineers, however, are well-versed in designing bearings for challenging applications.
“Creative problem-solving is in our DNA,” says Mark Ward, product manager. “We understand the details needed to make a great performing bearing because we’ve continuously developed expertise in the industries we serve, from agriculture to wind energy to robotics to the food and beverage industry.”
“Creative problem-solving is in our DNA. We understand the details needed to make a great performing bearing because we’ve continuously developed expertise in the industries we serve, from agriculture to wind energy to robotics to the food and beverage industry.”
Mark Ward
Product Manager
Indeed, Timken has been innovating for 125 years, and now boasts state-of-the-art laboratories, prototype assets, and the world’s finest engineers who develop solutions that reflect customer needs and emerging trends.
“Generally, we see an industry need that comes from our customers,” says Ward. “They understand above anyone else what they’re trying to do, so we listen carefully.”
That, in essence, is the origin story of Timken’s latest innovation, the IP69K Hygienic Mounted Ball Bearing.
“We were trying to resolve a specific issue related to a customer’s bearing seal,” says Ward.
“That’s when we began to realize the issue went far beyond this one customer — and demanded a solution that would raise the bar for the whole industry.”
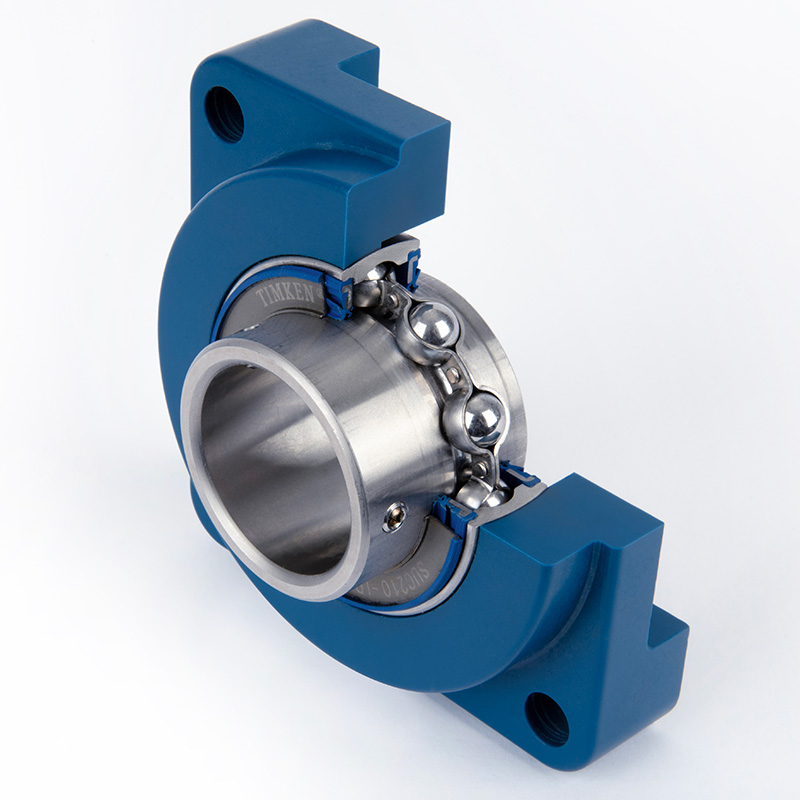
Timken® IP69K Hygenic Mounted Ball Bearings
Fully stainless bearings with ip69k water and dust protection rating without the use of an end cover for food and beverage applications.
Key Equipment Types • Conveyors
• Slicers
• Beverage Machinery
• Food Processing MachinerySuperior Protection Timken achieves IP69K rating without a sealed end-cover.

Fully Stainless Our ball inserts (rings, balls, cage) are fully stainless making them fully metal detectable and corrosion resistant.
Housing Variety Our IP69K insert is available in combination with four different housing materials including standard cast stainless, white thermoplastic, hygienic stainless and hygienic blue thermoset housing material.
Ingredients for Design
Timken engineers went to work beginning with an existing bearing assembly made entirely of corrosion-resistant stainless steel and the single-minded goal of modifying it into the best IP69K-rated bearing on the market. The team included both sealing experts and application engineers who tested progressive design iterations over a three-year period. Until the recipe was perfected.
“One thing that really makes our result stand out is its FDA-compliant design,” says Ward.
The seal is made of a high-strength rubber compound and includes three contacting lips to provide multiple contamination barriers; the aptly named “flinger” is a deflecting device that operates in conjunction with the seal, rotating with the shaft and bearing inner ring while using centrifugal force to literally fling away solid or liquid contaminants and protect the seal from high-pressure spray. The efficacy of this combination eliminates the need for an end cover, which is typically used to enclose a unit’s housing for safety purposes but, paradoxically, can trap bacteria and facilitate its growth.
“Without the end cover, we now have the ability to do washdowns around the bearing itself, which is a big advantage,” says Ward.
The design also removed the groove and loophole in the bearing’s outer ring, common features to allow for lubricating the assembly. Recognizing these as potential weak spots that could also enable water ingress and let grease leach out into food, the team designed a unit which fully contains the lubricant inside.
A Winning Recipe
The engineering that produced the IP69K Hygienic Mounted Ball Bearing did not go unnoticed. Among scores of submissions to the Bearing Specialist Association’s 2023 inaugural awards program, the product was one of just three honored for outstanding service to end-user customers with an “Excellence of Innovation in Product Design” award.
The IP69K Hygienic Mounted Ball Bearing was evaluated rigorously, both internally — using Timken’s extensive R&D product testing capabilities — and externally, to validate its superior sealing performance. It easily surpasses the IP69K-rating threshold — and, as Ward had hoped — raises the industry bar.
“The design not only meets but exceeds industry standards,” he says. “It covers pretty much everything we wanted it to and then some.”
Read how Timken R&D combines practical and theoretical science to predict bearing performance in complex mechanical power transmission systems.

Last Updated: 2025/06/30
Published: 2024/01/18